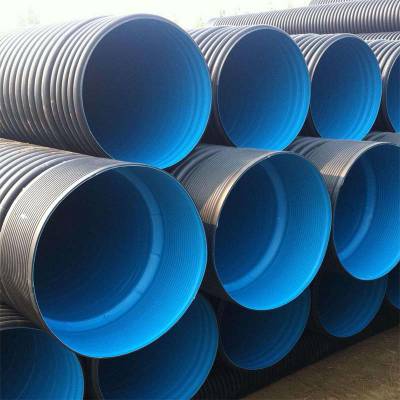
| 产品特性:波纹 | 是否进口:否 | 产地:郑州 |
| 牌号:32 | 品名:波纹管 | 型号:AD10.0 |
| 货号:32 | 公称外径:32mm | 材质:塑料 |
| 用途:排污管 | 壁厚:32mm | 结构形式:双壁波纹管 |
| 温度范围:32 | 长度:6m | 品牌:联塑 |

员的度重视。另外,站场土方施工,尤其是在既有站场土方施工,须考虑到地下管线和电缆的保护,因为一旦挖断地下管线和电缆,特别是挖断涉及行车的电缆,果将不堪设想。因此,在施工,请相关部门进行施工配合的基础之上,开挖前还要进行要的及挖探,以明确线缆的具置,并且在人员、材料、技术方面充分的准备,一旦发生挖断线缆的事件,马上进行现场的恢复,全力缩短断线时间,来尽力减少事故损失与影响。 在管沟开挖过程中,一方面要***沟壁的稳定性,另一方面要***管道基础的稳定性,这样才能防止地基不均匀沉降引起的管道变形。本文提及的两项工程中对地基采取了及时卸去管沟周边的堆积土,堆土距离管沟边控制在1.5m以上,以减少沟边上土的压力。另外就是对管沟及时回填,及时覆土,加管道的竖向荷载,以期抵消施加与管道上的地基土压力,并逐渐达到平衡状态。 三、PE管安装 在管沟土方开挖的同时,进行PE管的预先连接,可以缩短安装工期。PE管管道连接分为电熔连接和熔连接两种,熔连接又分为对接焊和承插焊两种方式。电熔连接对现场环境和设备要求较,而承插适用的管径范围,而对接焊设备简单轻便,操作,适用的管径范围也较,因此,东北地区施工现场安装经常使用的是对接焊。但是在一条管路上要采用同一厂家的产品,因为不同厂家的产品所含成分的比例不同,会造成粘接不牢或根本粘接不上。 熔对接焊是利用电加元件(即平板模,也称电铁)所产生的温,加焊件的面,直熔融翻浆,然抽去加元件,对两个接触面施加的外力,将两接触面迅速熔融压合在一起,将会连结牢固。熔操作时的环境温度≥10℃。熔对接焊对接压力范围:60~90 psi (4.14~6.21 bar) /加元件表面温度范围:400~450°F (204~232) 。 成一个熔头包括以下四个步骤: 固定需对接的部分→铣平管材端面→熔融对接→熔接对接面 1、固定需对接的部分 将需的管材、部件固定在熔焊机的夹具上,固定的管材、部件的线应在同一水平面上,管壁间重合,避免低、左右错开。 2、铣平管材端面 铣平前应用干净的棉布将管端内外100mm以内擦拭干净,再将铣刀固定,推动行走部铣平管端。这里需注意两个问题,一是停止前应缓慢撤力,确保管端平滑(突然撤力铣刀会在管端留下槽壳),是防止管端在加前产生次污染。 3、熔对接 加板熔融对接面之前,要再次检查对口情况,如有可见缝隙、错口现象要通过调节紧固螺母等办法加以纠正。先将加板预210~240℃,然熔融PE管端面,熔融时间一般为壁厚×10秒。这里需要注意的是,加板的温度表示数只能参考,其示数有时会因为环境温度及本身质量等原因与实际有一些出入。熔达到设计要求要还看管端熔化卷边情况,要达到两端全在一起才算达到标准。 4、熔接面对接面 两个熔面均达到熔接要求,迅速移开加板,加力使两端成一体。加力要立即将锁扣锁死,使接口处保持恒定的对接压力,直接口温度降环境温度才能将压力解除,拆下固定装置,这一环节注意降温过程中不能移动管子,也不能有外力作用在管子上。 拆开固定装置,对熔融接合口的外观进行检查,对口熔环向度、宽度成形应均匀、美观,其度2~4mm,宽度4~8mm为合格。 四、管路、系统的水压试验 水压试验是对管路安装质量坏的一项检测过程。按照《规范》规定,塑管系统水压试验要求在1时以内压力降不超过0.05MPa为合格,PE管水压试验的试验压力等于工作压力的1.5倍,且应分段进行,分段位置宜选在阀门井内,以使期进行系统水压试验时便于观察和解决问题。
但是那些硬度强的不一顶是质量的管材,很多厂家为了加管材的硬度在材料中加入了过多的碳酸钙,这样的管材使用久脆裂。 5、烧绿HPE双壁波纹管管材,质量的管材燃烧不会产生刺鼻气味、黑烟,熔出的液体也是非常洁净的,而劣质会冒出黑烟并发出刺鼻气味,这是因为在原料中添加了其它杂质。 6、带丝配件中丝的材质中铁、锌合金、劣质铜这几种在水中被氧化生锈,标号低被拧裂导致渗水。现在很多厂家都不会生产铜件,而是委托铜件厂家生产,因此难以控制铜件的质量,所以在选购管件时需要看清铜件部分的材质。